|
Методические указания по проектированию и оформлению курсового проекта
|
|
Примерная тематика курсовых проектов
|
|
Краткие сведения об организации ремонта судов и судовых энергетических установок
|
|
Ремонт судовых паровых котлов и теплообменных аппаратов
|
|
Ремонт судовых двигателей внутреннего сгорания
|
|
Ремонт главного турбозубчатого агрегата
|
|
Ремонт вспомогательных механизмов
|
|
Ремонт валопроводов, гребных винтов
|
|
Ремонт судовых трубопроводов и систем
|
|
Разработка технологических процессов монтажа, изготовления и ремонта деталей судовых машин и механизмов
|
Главные судовые паровые котлы (СПК) характеризуются следующими параметрами:
•пароироизводительность — 25-100 т/ч;
•давление в паровом коллекторе — 4-10 МПа;
•температура перегретого пара — 470-520 °С;
|
Общей монтажной базой судового парового котла является совокупность поверхностей, линий и точек, определяющих его положение па судне: диаметральная плоскость (ДП) и основная плоскость (Oil) судна, опорные поверхности тумб фундамента, теоретические оси коллекторов котла, центровые риски тумб фундамента, плазовые точки осей коллекторов на переборках МКО. Местную монтажную базу СПК составляют опорные поверхности опор котла, центровые риски опор котла, оси коллекторов и следы осей коллекторов на днищах барабанов котла.
Для проверки положения фундамента по илазовым точкам осей
...
Читать дальше »
|
Монтаж производят тремя основными способами: па пригоняемых но месту монтажных плитах, на переходных частях фундамента, на переходной раме. Степень обработки опорных поверхностей фундамента зависит от способа монтажа котла.
Крепление на пригоняемых по месту монтажных плитах (рис. 2.9) используется для котлов с недостаточно жестким каркасом, при неполном насыщении котла, а также при ограниченной высоте МКО. В этом случае опорные поверхности фундамента обрабатывают переносными фрезерными станками, а затем шлифовальными пневмомашинками и шабрят по плите на краску. Критерий: 4-5 пятен на 1,0 дм2 поверхности.
|
В настоящее время промышленность выпускает вспомогательные котлоагрегаты (котел, механизмы и аппараты, обслуживающие его, приборы и щиты автоматического управления, смонтированные на общей раме). Агрегатированпые котлы полностью собирают и испытывают на заводе-изготовителе. Монтаж на судне сводится к их установке на фундамент, присоединению труб и дымоходов. Фундамент под котлоагрегат не обрабатывают, а лишь зачищают место под установку выравнивающих шайб. Допуски на установку котлоагрегатов такие же, как и при монтаже главных котлов. Большинство вспомогательных котлов размещают па переходных частях, и их крепление имеет некоторые особенности (рис. 2.14). Основание опоры 1 с латунной пластинкой 3 крепится болтами 5 через втулки 4 к переходной части 6 фундамента. В переходной части для заводки болтов с двух противоположных сторон предусмотрены вырезы. Опорную поверхность переходной части и поверхность латунной пластины, закрепленной винтами 2
...
Читать дальше »
|
Технология монтажа утилизационных котлов зависит от вида крепления и их габаритов. Котел обычно имеет крепление в двух плоскостях, что усложняет координацию фундаментов. Фундаменты горизонтального крепления представляют собой отдельные прямоугольные площадки, реже — кольцевые поверхности типа фланцев, параллельные основной плоскости судна. Фундаменты вертикального крепления включают в себя опорные площадки фундамента, расположенные перпендикулярно к основному креплению. Котел устанавливают па переходных частях фундамента или на компенсирующих прокладках. Его необходимо базировать довольно точно, так как в противном случае положение газовыпускного трубопровода главного двигателя придется определять по месту. При монтаже утилизационного котла необходимо обеспечить вертикальность котла с отклонением не более 1 мм/м, согласовать расположение его с выпускным патрубком главного двигателя, выдержать расстояние от котла до корпусных конструкций не м
...
Читать дальше »
|
По условиям монтажа всю арматуру котла можно разделить
на фланцевую и штуцерную. Перед установкой на котел арматуру принимает
представитель ОТК. Он проверяет техническую документацию, наличие клейм
окончательной приемки, а также убеждается в сохранности деталей арматуры, их
консервации и окраски. Если возникают сомнения в исправности каких-либо
деталей, арматуру расконсервируют, разбирают и тщательно осматривают. При
обнаружении дефектов ее бракуют или ремонтируют, а при их отсутствии собирают
и вновь консервируют.
Перед установкой на котел наружные части и фланцы
расконсервируют и насухо протирают ветошыо. Лак с присоединительных поверхностей
фланцев арматуры смывают растворителем, удалять его опиловкой или шабрением
нельзя. Фланцы и присоединительные поверхности штуцеров, наварышей и патрубк
...
Читать дальше »
|
Полностью смонтированный на судне котел в сборе с арматурой подвергают гидравлическому испытанию на плотность. Перед испытанием необходимо убедиться, что в трубы не попали какие-либо предметы. Для проверки котел должен быть расконсервирован и очищен. Если при расконсервации производится демонтаж внутренних частей коллекторов, то после их установки котельные и пароперегревательные трубы проверяют прокаткой калиброванных шаров, которые бросают по одному в каждую трубу в паровом коллекторе, а в нижнем коллекторе собирают. Если шар застрял в какой-либо трубе, его проталкивают потоком воздуха или толстой проволокой. В петлях пароперегревателя шары прогоняют через трубы сжатым воздухом. После проверки труб шарами все ие установленные ранее внутренние части коллекторов крепят на штатные места. При этом особое внимание обращают на то, чтобы внутрь коллекторов не попали какие-либо посторонние предметы. Затем все л
...
Читать дальше »
|
Крупногабаритные судовые котлы, например КВГ-80 массой 300 т и размерами 11,0x11,0x18,5 м, поступают на судостроительный завод отдельными блоками. Монтаж таких котлов на судне начинают с установки на опоры корпуса (блок № 1), который затем служит базовой конструкцией при сборке остальных блоков. Корпус перемещают внутри судна с помощью гидравлических домкратов и талей, выравнивают на фундаменте согласно чертежным размерам, учитывая допускаемые отклонения но крену и дифференту, подрезают и приваривают переходные части фундамента на опорах. После этого к корпусу подсоединяют пароперегреватель (блок № 2), промежуточный пароперегреватель (блок № 3), экономайзер (блок № 4) и воздухоподогреватель (блок № 5), придерживаясь последовательности сборочных операций, указанных в заводской карте сборки котла. После сборки блоков приступают к установке арматуры на приварыши, пригонке по месту воздухопроводов и труб охлаждения обшивки, трубопроводов пара, а
...
Читать дальше »
|
Для защиты металлических частей обшивки котла от воздействия высоких температур топочных газов, для обеспечения нормальных условий работы обслуживающего персонала и уменьшения потерь тепла через обшивку внутренние поверхности топочного пространства облицовывают огнеупорным кирпичом. Металлические конструкции стен со стороны газоходов покрывают слоем внутренней изоляции. Изолируют также выступающие из стен коллекторы, почти всю арматуру, трубопроводы в районе котла и горячий воздухопровод.
В соответствии с требованиями Российского регистра температура наружной поверхности изоляции котла не должна превышать 50 °С, а трубопроводов — 60 °С. Кирпичная кладка покрывает все стены газохода вплоть до места, где температура газов не превышает 600 °С. Обычно это район экономайзера. Для кладки топок
...
Читать дальше »
|
В большинстве случаев изоляцию монтируют в цехе завода. Однако некоторые узлы, например дымоходы, арматуру, отдельные участки коллектора, изолируют после установки и закрепления котла на судне. Для изоляции котлов применяют совелитовые и вермикулитовые плиты, асбестовую ткань и асбестовый картон, совелит и ньювель в порошке, асбо-магнезиальный шнур и другие материалы. Перед изоляцией все поверхности и сварные швы должны быть тщательно очищены от ржавчины и окрашены железным суриком или алюминиевой краской.
Коллекторы изолируют совелитовыми плитами, уложенными на слой совелитовой подмазки. Плиты покрывают сеткой, притягиваемой проволокой к пруткам, пропущенным через обушки. На сетку наносят слой с.овелита, выравнивающий наружную поверхность всего смонтированного слоя изоляции. Сверху изоля
...
Читать дальше »
|
Монтаж судовых реакторов и парогенераторов является составной частью монтажа атомной паропроизводящей установки (АГШУ), качество выполнения которого влияет на срок эксплуатации всей установки. Монтаж АГШУ — наиболее ответственный этап постройки судна, требующий значительных затрат времени. Качество монтажа определяется не только технологией, но и правильно выбранной компоновкой АГШУ в процессе проектирования.
В общем виде в состав АГШУ входят:
• реактор;
|
К теплообменным аппаратам относится большая часть вспомогательного оборудования СЭУ (маслоохладители, топливо- или водопо-догреватели, конденсаторы, деаэраторы), для которого предусмотрено горизонтальное или вертикальное расположение на судне. Технология монтажа теплообменных аппаратов зависит от их конструктивных особенностей, весогабаритных характеристик и диктует выполнение ряда основных положений.
Перед погрузкой теплообменных аппаратов фундаменты расконсервируют и осматривают. При необходимости зачищают опорные поверхности, удаляют ржавчину. В зависимости от принятой технологии постройки судна и назначения теплообменных аппаратов их погрузку можно производить в разные периоды постройки. Аппараты осматривают, проверяют наличие и сохранность заглушек на всех отверстиях, сохранность изо
...
Читать дальше »
|
Цель технического обслуживания котла — обеспечить его исправное состояние. Оно выполняется в соответствии с «Правилами технической эксплуатации судовых паровых котлов», «Инструкцией завода-изготовителя котла» и «Графиком планово-предупредительных ремонтов».
В техническое обслуживание входят:
• расконсервация котла перед испытаниями;
• периодическая очистка котла с газовой стороны;
|
Часто причинами аварий с тяжелыми последствиями являются неисправность предохранительных клапанов и их приводов, водо-указательных приборов, устройств, позволяющих закрывать с главной палубы главные и вспомогательные разобщительные клапаны на котлах и быстро закрывающиеся топливные клапаны на цистернах. Перечисленная арматура, приводы и устройства должны поддерживаться постоянно в рабочем состоянии. Действие предохранительных клапанов и ручных приводов к ним надо проверять при каждом подъеме пара. Если не работает хотя бы один из предохранительных клапанов, следует потушить огонь в топке и устранить неисправность.
Вахтенный котельный машинист обязан внимательно следить за уровнем воды в котле, не допуская его понижения или повышения за пределы установленных отметок па водоуказательном стекле. В случае выхода из строя одного из водоуказательных приборов необходимо усилить на
...
Читать дальше »
|
При монтаже и испытаниях котлов применяются вещества, наносящие определенный вред экологии. В наружной изоляции котла и создании промежуточного изолирующего слоя между обшивкой и кирпичной кладкой широко применяется асбест, который запрещен к применению на пассажирских и других судах. Его следует заменять на базальтовое волокно.
Окраска поверхностей приводит к испарению летучей части применяемых материалов. Расконсервация котла приводит к попаданию в окружающую среду растворов кислот и щелочи, мазута, силикагеля, технического вазелина и других веществ. В воздух выбрасываются продукты горения, зольные частицы и т.д.
|
До погрузки ДВС и других главных механизмов на судне должны быть выполнены следующие работы:
• закончены основные сборочные и сварочные работы по корпусу (блоку) судна в районе МКО и валопровода;
• сданы на гидравлику отсеки, внутренние цистерны в районе МКО и валопровода;
• обработаны и окрашены нерабочие поверхности фундаментов под главные механизмы;
|
До начала монтажных работ следует проверить положение фундамента под ДВС и его конструкцию. При отсутствии дополнительных требований, указанных в чертежах, координаты установленных фундаментов (рис. 2.26) должны быть выдержаны в следующих допусках:
• непараллельность оси фундамента относительно теоретической оси валопровода в горизонтальной плоскости допускается не более чем 1 мм на 1 м длины фундамента. При этом смещение оси фундамента относительно теоретической оси линии вала не должно превышать ±8 мм; • непараллельность опорных поверхностей фундамента относительно теорети
...
Читать дальше »
|
Общей базой при монтаже дизелей служит теоретическая ось вало-провода, которая определена илазовыми точками и разметочными рисками на фундаменте, параллельными плоскости мидель-шпангоута. В состав базовой системы двигателя входят ось коленчатого вала и торцы или поперечные риски на остове, нанесенные по оси кормового цилиндра.
Практика показывает, что достигнутая на стапеле соосность дизеля с валопроводом после спуска судна на воду не сохраняется из-за деформации корпуса. На стапеле выполняют предварительный монтаж на половине всех клиньев с ужесточением допусков вдвое по сравнению с требуемыми. Окончательный монтаж дизеля и контроль отсутствия деформаций проводят на плаву.
|
Установка ДВС на стальных компенсирующих звеньях. К стальным компенсирующим звеньям относят:
• нерегулируемые но высоте подкладки (клинья); • регулируемые по высоте стальные подкладки; • сферические самоустанавливающиеся подкладки; • наборные подкладки;
|
|
Блочный монтаж крупногабаритных двигателей внутреннего сгорания
|
|
Крепление механизмов к фундаменту
|
|
Испытания двигателей внутреннего сгорания
Возможные неисправности в работе и способы их устранения
|
|
Монтаж и испытания судовых турбозубчатых агрегатов
|
|
Монтаж паровых главных турбозубчатых агрегатов
|
|
Монтаж редукторов главных турбозубчатых агрегатов
|
|
Монтаж судовых газотурбинных установок
|
|
Испытания главных турбозубчатых агрегатов и их техническое обслуживание
|
|
Монтаж гребных электродвигателей
|
|
Монтаж и испытания судовых вспомогательных механизмов
|
|
Технологическая характеристика механизмов
|
|
Агрегатирование вспомогательных механизмов
|
|
Базирование вспомогательных механизмов
|
|
Монтаж агрегатированных вспомогательных механизмов
|
|
Монтаж неагрегатированных вспомогательных механизмов
|
|
Особенности обслуживания, основные неисправности в работе центробежных насосов и меры по их устранению
|
|
Монтаж водопроводов и гребных винтов
|
|
Состав валопровода и технологическая база для его монтажа
|
|
Определение оси валопровода
|
|
Монтаж основных узлов валопровода
|
|
Особенности монтажа валопроводов крупнотоннажных судов
|
|
Пути повышения качества и снижения трудоемкости монтажа валопроводов
|
|
Изготовление, монтаж и испытания судовых трубопроводов и систем
|
|
Технологическая характеристика трубопроводного производства
|
|
Материалы, применяемые в трубопроводном производстве
|
|
Способы определения трассы трубопровода
|
|
Монтаж и изоляция трубопроводов и систем на судне
|
|
Испытания трубопроводов и систем
|
|
Пути повышения качества монтажа трубопроводов
|
|
Приемо-сдаточные испытания судов и энергетических установок
|
|
Техническая и технологическая документация испытаний
|
|
Пути сокращения продолжительности и трудоемкости сдаточных испытаний
|
Судовая энергетическая установка (СЭУ) представляет собой комплекс взаимосвязанных элементов оборудования, предназначенных для выработки энергии всех необходимых на судне видов. Элементами СЭУ являются главные и вспомогательные котлы и механизмы, передачи и валопроводы, средства регулирования, контроля я управления установкой. Основное назначение энергетической установки — обеспечение движения судов с заданными скоростями. Поэтому часть СЭУ, предназначенная для выработки механической энергии и ее передачи движителю, называется главной, или пропульсивной, установкой, а се элементы — двигатели внутреннего сгорания (ДВС), турбины — главными. Остальная часть СЭУ, которая обеспечивает прочие судовые потребители энергией, называется вспомогательной энергетической установкой, а ее элементы — вспомогательными (двигатель, котел и т.д.). Кроме судовых движителей важнейшими потребителями механической энергии являются нас
...
Читать дальше »
|
Современная судовая энергетическая установка представляет собой сложный комплекс механического оборудования, имеющего разные конструкции, массы, габариты. Отличаются и требования к точности их установки и надежности при эксплуатации. Главные судовые двигатели. На судах большого водоизмещения II качестве главных двигателей применяют малооборотные реверсивные крейцкопфные дизели 5-12-цилиндрового исполнения с частой вращения 90-200 об/мин. Основными особенностями этих дизелем являются большие габариты и масса, поэтому па судостроительным завод их поставляют в разобранном виде. Монтаж таких дизей сложная технологическая операция. Среднеоборотные дизели с частотой вращения 350-750 об/мин находят применение на судах среднего водоизмещения, так как их габариты и масса значительно меньше, чем у малооборотных дизелей. Как правило, их поставляют в собранном виде, с уже вмонтированными ре
...
Читать дальше »
|
Предприятием управляет директор через своих заместителей и главных специалистов (главного инженера, главного технолога и т.д.). Основными задачами главных специалистов являются: Планирование деятельности. Для судостроительного предприятия планирование деятельности реализуется в виде стапельного расписания или программы производственно-технической деятельности, составляемой, как правило, на 10 лет в связи с большой длительностью постройки судна. Стапельное расписание определяет начало строительства или ремонта и время сдачи каждого судна, продолжительность и трудоемкость строительства или ремонта, периоды строительства (заготовительный, стапельный, сдаточный) и периоды ремонта (постановку на ремонт и дефектацию, ремонт и замену оборудования, спуск на воду и сдачу). На основании стапельного расписания осуществляется прогнозирование финансово-экономической, материально-технической и кадровой политики предприятия.
...
Читать дальше »
|
Судостроительные предприятия обеспечивают строительство судов различного назначения. Ассортимент продукции судостроения обширен и разнообразен — от самых малых судов типа шлюпок и катеров до океанских пассажирских лайнеров и супертанкеров. Для специализированных судостроительных предприятий особую важность приобретают такие параметры, как назначение, производственная мощность, оснащенность оборудованием, специфика организации производства, технологические процессы. В связи с этим существует условная классификация судостроительных предприятий по характерным признакам. Судостроительный завод — предприятие, где кроме цехов, входящих в состав верфи, предусмотрены и цехи судового машиностроения, продукция которых предназначена не только для собственного производства, но и для возможных поставок на другие предприятия в порядке кооперации.
|
Сборку корпуса судна можно выполнять индивидуальным, секционным и блочным методами. Индивидуальный метод. При индивидуальной сборке детали набора корпуса последовательно пригоняются и закрепляются. Метод отличается большим количеством ручных пригоночных работ, исключает параллельное ведение работ. В судостроении его применяют только при выполнении индивидуальных заказов по эксклюзивным проектам, к которым можно отнести, например, немагнитную шхуну «Заря», яхты различных классов. Секционный метод. Сборка корпуса судна секционным методом осуществляется на построечном месте. Рабочий материал — секции, поступающие из сборочно-сварочного цеха, где производят максимально возможное насыщение секций и частично монтажные работы. На построечном месте параллельно продолжают работы по насыщению секций, монтажу механизмов, устройств, систем, оборудования, отделке и окраске помещений. Монтаж
...
Читать дальше »
|
Организация производства в судостроении характеризуется разработкой и внедрением прогрессивных форм ведения работ в сочетании с современными достижениями технологии. Построечным (стапельным) местом называют производственные площади, занимаемые сооружениями, на которых производится формирование корпуса судна в процессе его постройки. Наклонные стапели — построечное место, плоскость которого расположена под углом 3-7°. Наклонными стапелями оснащались судостроительные заводы, история которых насчитывает от 100 до 300 лет и более (рис. 1.3). За порогом наклонных стапелей устроен железобетонный котлован, называемый ковшом, закрытый специальным водонепроницаемым устройством — батопортом. Перед спуском продувают балластные цистерны батопорта, он всплывает и отводится в сторону. Вода акватории заполняет ковш стапеля, и его порог уходит в воду. |
Как и все другие судовые работы, судомонтажные работы нуждаются в технологической подготовке. Задача технологической подготовки производства сводится к своевременной и полной разработке технологической документации, к проектированию и изготовлению технологической оснастки. В процессе этой подготовки разрабатывается ряд графиков: генеральный график постройки, график подготовки производства, технологический график постройки. Генеральный график постройки составляют для головного судна, поскольку его строительство связано с большой организационно-технической подготовкой. В нем укрупненно определяют все основные этапы, мероприятия я сроки подготовки и постройки судна. Назначают сроки конструкторской, технологической и организационно-технической подготовки производства, а также сроки обеспечения материалами и комплектующим оборудованием. Генеральный график определяет сроки закладки судна, спуска на воду, испытания и
...
Читать дальше »
|
Все дефекты, возникающие в деталях, делятся на эксплуатационные, конструктивные, производственные и аварийные. Эксплуатационные дефекты возникают в результате нормального физического износа под воздействием трения, коррозии, эрозии, кавитации и т.д. или в результате неправильных условий эксплуатации, некачественной сборки, других погрешностей, допущенных при создании механизмов. Конструктивные дефекты — следствие ошибок при проектировании: неправильного подбора материалов, назначения допусков и посадок, выбора шероховатости поверхности, недостаточного учета условий возникновения концентраторов напряжений и т.д. Производственные дефекты возникают по вине изготовителя механизмов. К данной категории относятся отступления от технических требований и размеров чертежа, применение недоброкачественных заготовок, нарушение режимов термообработки и т.п.
...
Читать дальше »
|
Упрочение поверхностей. В связи с тем что большая часть деталей судовых машин и механизмов выходит из строя из-за поверхностного износа и усталостных разрушений, при ремонте следует уделять значительное внимание упрочению поверхности. Б зависимости от физической сущности и технологии выполнения методы поверхностного упрочения разделяют на механические, термические, термохимические, термомехапические, электромеханические и др. Механическое упрочение поверхности широко практикуется на судостроительных и судоремонтных предприятиях. Способы механического упрочения разнообразны: обкатка (раскатка) шариками или роликами, протяжка, дробеструйная и гидроструйпая обработка, упрочение взрывом, объемное пластическое деформирование. Обкатку (раскатку) чаще всего проводят для упрочения цилиндрических поверхностей, для последнего применяют специальные приспособления, оснащенные закаленными ша
...
Читать дальше »
|
Регистр — это государственный орган технического надзора :ia безопасной эксплуатацией судов. История развития технического надзора за морскими и речными судами тесно связана с развитием отечественного судостроения и судоходства и уходит своими корнями еще в петровскую эпоху. Уже в 1718 г. издавались указы об обязательных периодических освидетельствованиях судов: «В каждое лето трижды повинен Комиссар пересмотреть все суда». Все корабли надлежало снабжать «добрыми якорями и оснасткой».
С годами форма и уровень технического надзора менялись. В 1800 г. был издан указ о том, чтобы все строящиеся суда находились под наблюдением корабельного мастера Адмиралтейства. Развитие парового судоходства потребовало усиления технического надзора. В 1898 г. транспортно-страховые общества России ввели обязательную классификацию судов, разработанную техническим бюро Рыбинского комитета инспек
...
Читать дальше »
|
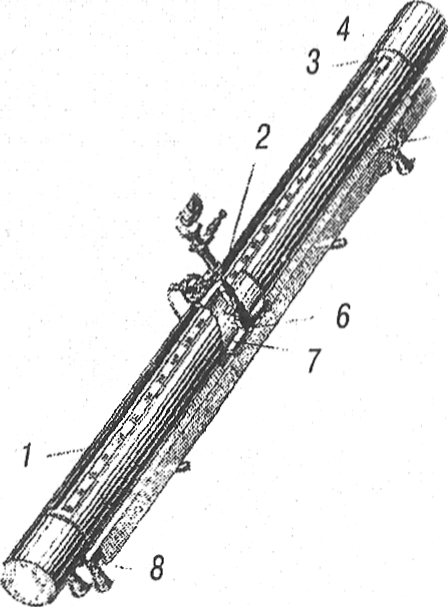
Современное механомонтажное и мехаиоремонтнос производство характеризуется использованием широкой номенклатуры средств механизации и контроля выполнения монтажных и ремонтных операций. При подготовке и восстановлении монтажных баз необходимо контролировать прямолинейность и плоскостность опорных поверхностей фундаментов с точностью до сотых долей миллиметра. Для этой цели служат проверочные линейки и плиты, оптические линейки (рис. 1.6) Рис. 1.6. Оптическая линейка: 1 - линейная шкала; 2 - индекс; 3 - труба; 4 - зеркально-линзовые объективы; 5- регулируемая опора; б - винты регулировки; 7- каретка; 8 - неподвижная опорами плоскомеры (рис. 1.7). Для провер
...
Читать дальше »
|
Агрегатный метод. Агрегатирование — объединение механизмов в функциональные сборочно-монтажные единицы на стадии проектирования и изготовления. Вначале агрегатирование развивалось по пути комплектной поставки паровых котлов, дизель-генераторов и др. В дальнейшем были созданы сборочно-монтажные единицы, состоящие из вспомогательных механизмов, теилообменных аппаратов, электрооборудования, групп насосов, трубопроводов, арматуры и контрольно-измерительных приборов.
Агрегатирование позволяет перенести большую часть работ, до 60-70%, по монтажу судового механического оборудования из судовых условий в цеха предприятий. В этом случае значительный объем работ выполняется на жестком стационарном оборудовании, таким образом обеспечивается необходимая степень точности и шероховатости поверхности, ис
...
Читать дальше »
|
Консервация — защита .металлических поверхностей механизмов от коррозии, от разрушения в результате химического или электрохимического воздействия на них внешней среды. Существуют различные способы защиты механизмов и аппаратов от коррозии в период их постройки и хранения до начала монтажа и эксплуатации. При выборе способа консервации следует также учитывать и способ расконсервации, который должен быть простым и экономичным.
Нанесение консистентной смазки на поверхность слоя является наиболее распространенным способом консервации. Для этих целей используют предохранительную СГ12, пушечную, смазку К17, технический вазелин, смеси консистентных смазок с минеральными маслами, lie л и сделан выбор в пользу этого способа, гарантийный срок хранения, как правило, не превышает одного года, а раск
...
Читать дальше »
| |